- 등록일2023-08-05
- 작성자관리자
- 조회수1546
2023년 3월호 제조공정 불량을 없애는 새로운 4M 측면 접근 방법
신흥섭 AMPSYSTEM 대표 컨설턴트
최근 로봇공학, 정밀기계가공, 인공지능 등의 발전으로 우리나라 제조업도 스마트팩토리화가 가속화되고 있다. 자동차 산업에서는 내연기관에서 전기차로의 변화로 인해 전기전자 부품의 비중이 40% 이상으로 급격히 증가하고 있으며, 전기차의 오작동, 전기전자 부품의 화재 등을 예방하기 위하여 Particle(이물) 관리가 큰 이슈로 부상하고 있다.
이러한 변화에 따라 자동차 산업에서 공정 FMEA의 4M 측면 불량을 분석하는 새로운 방법에 대해 소개한다.
지금까지의 FMEA는 주로 제품의 사양 중심으로 불량을 분석했다면, New FMEA는 불량을 예방하는 측면을 강조한다. [사진=셔터스톡]
도요타는 현재까지 가장 오랫동안 시장점유율 1위를 유지하고 있는 기업이다. 도요타의 성공 요인 중 하나가 세상에서 가장 낭비 없는 LEAN 시스템을 구축하고 운영하는 것이라고 알려져 있다.
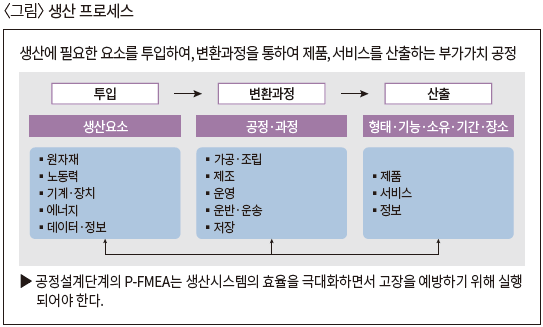
이러한 생산 시스템은 4M을 투입하여 일련의 활동을 통하여 제품을 생산하는 과정이다. 낭비 없는 생산 시스템의 핵심요소는 4M(Man, Method, Material, Machine)이며, New FMEA에서는 공정 FMEA의 불량 발생원인을 4M 측면에서 분석할 것을 요구하고 있다.
생산효율을 극대화하기 위해서는 생산과정에서 부적합에 의한 재작업, 스크랩과 같은 낭비요소가 제로화되어야 한다. 생산공정의 부적합은 신제품의 공정설계 과정에서 결정된다고 할 수 있다.
공정 FMEA는 새로운 제품, 새로운 공정, 공정변경 및 양산공정의 부적합을 사전에 예측하여, 예방하고 검출하는 시스템을 구축하는 방법이다. 제조 공정의 변화가 발생한다는 것은 기존 제품과 다른 부적합이 발생할 가능성이 높다는 것이다.
이러한 불량은 하나의 요소가 잘못되어 발생하는 경우도 있지만, 4M의 여러 요소가 복합적으로 연관되어 발생하기도 한다. 이러한 이유로, 신제품을 수주하여 새로운 라인을 셋업할 때, 높은 불량률 때문에 많은 어려움을 겪고 있는 회사들을 종종 만나게 된다. 이것은 모든 제조업의 공통된 과제라고 할 수 있다.
특히, 인력과 자본이 부족한 중소기업의 경우, 신제품 라인의 충분한 사전검토를 못하고 시험생산(TRY-OUT)에서 많은 문제점이 발견되어 설비를 다시 제작하거나, 금형을 다시 수리하거나 제작하여 막대한 손실이 발생하는 경우가 종종 있다.
만약 새로운 설비 제작 시 엔지니어들이 모여서 FMEA와 같은 과학적 기법을 적용했다면 기술적 노하우의 습득은 물론 이러한 손실을 예방할 수 있었을 것이다. FMEA는 70여 년간 미국과 유럽의 많은 나라와 업종에서 신제품, 신공정, 신기술 개발 시 적용하여 효과가 검증되었다.
2019년 6월에 새롭게 발간된 AIAG VDA FMEA는 신제품, 신공정, 신기술을 적용할 때 뿐만 아니라, 양산공정의 불량을 분석하는 특성요인도(4M) 기법이 접목되어 자동차 산업은 물론 4M의 생산요소를 갖춘 모든 업종(의학, 식품, 철도, 원자력, 화학, 철강) 등 많은 분야에 적용할 수 있다. New P-FMEA에서 4M 측면의 불량을 분석하는 방법이 어떻게 달라졌는지 살펴보자.
불량 분석 방법의 변화
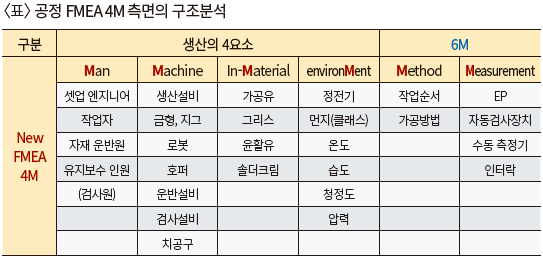
전통적인 생산의 4M은 Man, Method, Material, Machine으로 구분한다. 최근에는 Measurement와 environMent를 추가하여 생산의 6M으로 분류하기도 한다. AIAG VDA FMEA에서는 불량분석을 위한 4M의 요소를 <표>와 같이 분류한다. 본 내용은 양산공정보다는 새로운 라인, 공법, 기술을 적용하는 경우라고 가정하면 좀 더 쉽게 이해 할 수 있다.
전통적인 4M 측면의 품질요인 분석과 New P-FMEA의 차이점은 다음과 같다.
첫째, 원자재 대신 부자재 측면의 불량요인을 분석한다. 자동차 산업은 제품을 설계하는 완성차 업체와 도면을 받아 제조하는 부품 회사로 크게 구분된다. 원자재는 제품을 설계하는 자동차 회사(또는 상위고객)에서 결정하며, 부품 제조회사는 이러한 원자재를 이용하여 고객이 요구하는 기능과 성능을 만족하면서도 생산성을 최대화하기 위해 부자재의 종류와 사용 방법을 결정하게 된다. 공정설계 단계에서 P-FMEA는 제조회사에서 통제 가능한 부자재를 공정불량요인으로 분석하는 것이 기존의 4M 측면 원인 분석과 크게 달라진 점이다.
둘째, Method 대신에 Environment를 포함하였다. 전기차는 전장부품이 40% 이상을 점유한다. 따라서 미세한 전자회로에 금속 이물질이 유입될 경우 오작동 또는 배터리의 화재를 유발할 수 있다. 이러한 자동차 산업의 변화에 맞추어 환경적 요소, 특히 Particle이 불량의 중요한 요소로 포함되었다.
그렇다면 Method는 왜 4M 불량분석 요소에서 제외되었을까? Method는 작업하는 순서, 방법, 기준을 이야기한다. 이것은 사람과 설비를 설계할 때 모두 고려되어야 하기에 인적요소와 설비요소의 불량을 분석할 때 Method 측면을 고려해야 한다.
하지만 조립산업의 경우 불량의 많은 부문이 작업방법에 의해 발생하기도 한다. 이런 경우에는 Method를 추가하여 5M으로, 또는 자동검사 장치가 많은 공정은 Measurement를 추가하여 6M으로 하는 것도 가능하다.
불량 원인을 분석하는 새로운 4M 측면의 접근방법
New FMEA에서는 왜 불량 분석을 위한 새로운 4M 측면의 접근법을 도입하게 되었을까?
GM에서 경험적으로 공급사의 부적합 발생 원인을 조사한 결과 품질문제 5대 요인 중 1위가 공정조건 셋업 오류(33%), 2위가 금형 및 치공구의 파손(26%), 3위가 인적 요소인 오조립(17%), 4위가 잘못된 라벨링(13%), 5위가 공정능력 부족을 초래하는 공정변경(11%)이었다. New FMEA에서 4M 측면의 불량 원인을 분석하는 새로운 접근법은 GM의 공급사 불량요인 분석과 일맥상통한다고 할 수 있다.
첫째, 공정조건 셋업 오류를 인적요소의 첫 번째 항목으로 고려해야 한다. 새로운 제조공정을 셋업할 때 처음 하는 활동은 제품 SPEC을 만족하는 제품을 생산하기 위한 공정 파라미터를 설정하고 설비에 셋업을 하는 활동이다.
첫 단추를 잘못 끼우면 나머지 모든 활동이 어긋나듯이 생산공정도 공정조건을 잘못 셋업하면 생산하는 모든 제품이 SPEC을 만족할 수 없다. 이것이 기존 공정 FMEA와 New FMEA의 새로운 4M 측면 접근법이며 차이점이라고 할 수 있다.
둘째, 설비, 금형, 치공구의 예방보전이 불량을 예방한다. 제조공정이 자동화되면서 인적요소보다는 설비에 의해 품질이 결정되는 경향이 점점 커지고 있다. 제조품질은 설비품질이라고 해도 과언이 아니다. 그래서 전통적인 제조업에서도 아직도 TPM 활동을 꾸준히 추진하는 회사들을 종종 보게 된다.
FMEA는 종합품질분석 개선도구로 제조업의 이러한 현실적 상황을 반영하여 고장분석에 생산설비, 금형, 지그, 치공구의 예방보전을 불량 요인을 분석하는 핵심카테고리로 반영하고 있다. 지금까지의 FMEA는 주로 제품의 사양, 공정조건 중심으로 불량을 분석했다면, New FMEA는 불량을 예방하는 측면에서의 설비의 예방보전을 강조하고 있다.
FMEA는 사람의 지식과 기술을 집약하여 팀 활동을 통하여 불량을 분석하는 방법이다. 미래에는 제조현장의 불량을 분석하고 예측하는 많은 부분이 인공지능으로 대체되겠지만 아직까지 전통적인 제조업에서는 사람에 크게 의존할 수밖에 없다.
New FMEA의 고장분석을 위한 TFT 핵심 멤버로 설비엔지니어의 참여를 권장한다. 설비엔지니어의 핵심적 역할이 바로 품질을 강건하게 셋업하는 활동이며, 강건한 품질을 설비를 통해 유지하는 것이다. New FMEA 시대 설비엔지니어의 바람직한 역량은 제조공정과 제품에 대한 지식을 겸비하는 것이라 할 수 있다.
셋째, 바코드(QR)를 활용한 POP 시스템으로 자재 측면의 불량을 예방한다. 제조공정의 lot 불량 요인 중 하나가 이종자재 투입이다. 특히 화학공정에서 이종자재 투입은 단순 실수가 아닌 품질 재해라고 할 수 있다.
올바른 원자재 투입은 제조품질의 가장 기초가 되는 사항이다. 조립산업의 경우 크기와 형상이 비슷한 다양한 부품들이 조립되기도 한다. 자동차 업종의 품질담당자라면 이종제품이 고객사에 출하되어 선별한 경험이 한 번 쯤은 있을 것이다. 자동차 업종은 공급사에서 제조된 부품이 입고, 검수만 거치고 바로 In-Line에 투입되어 조립되는 공정이 많다.
하지만 바코드가 오부착되거나 이종자재가 투입되면 라인이 정지되어 엄청난 공정가동 중단 손실 비용을 발생시킬 수 있다. 제조공정과 출하공정에서 이종자재에 의한 불량을 예방하기 위한 QR코드나 바코드를 활용한 POP시스템이 FMEA에 반영되어야 한다.
하지만 POP시스템을 활용하고 있으면서도 FMEA에 반영되는 경우는 거의 없는 듯하다. 기존의 FMEA 활동은 품질부서의 승인서류로 인식되었지만, New FMEA에서는 실질적인 불량개선을 위한 생산, 설비, 금형, 자재, 생산기술, 품질부서의 CFT 역할을 좀 더 명확하게 제시하고 있다.
다음호에서는 AIAG VDA FMEA 4단계 고장분석 변경사항을 자세히 살펴볼 예정이다.
신흥섭 AMPSYSTEM 대표 컨설턴트